JENIS
PROSES PENGECORAN (SAND CASTING) PENGECORAN PASIR
1. Pengecoran dengan Cetakan Pasir
Jenis
proses pengecoran (sand casting) dengan cetakan pasir merupakan proses pengecoran yang paling banyak
digunakan. Sebagian logam paduan (alloy)
dapat dituang pada cetakan pasir. Proses pengecoran dengan cetakan pasir juga
dapat digunakan untuk logam dengan suhu cair tinggi seperti baja dan titanium.
Proses pengecoran ini fleksibel, mampu mengerjakan produk ukuran kecil hingga
sangat besar
Pengecoran
dengan cetakan pasir dikenal dengan sebutan sand casting atau sand-mold
casting. Tahap singkat proses ini yaitu: menuangkan logam cair ke dalam
cetakan pasir, membiarkan logam tersebut dingin dan keras, kemudian memecah
cetakan untuk mengambil hasil cor. Hasil cor harus dibersihkan dan diperiksa.
Kadang, perlakuan panas diperlukan untuk meningkatkan sifat metalurgi.
 |
|
|
Rongga yang terdapat pada cetakan pasir
dibentuk dengan menggunakan pola
(duplikat produk). Cetakan juga memiliki sistem saluran dan riser.
1.1 Kelebihan
Menggunakan Cetakan Pasir
Berikut beberapa
keunggulan penuangan dengan cetakan pasir:
·
Desain fleksibel.
·
Mampu membuat bentuk
kompleks.
·
Pilihan logam yang dapat
dicor banyak.
·
Biaya alat murah.
1.2 Kekurangan
Menggunakan Cetakan Pasir
Berikut beberapa
kelemahan penuangan dengan cetakan pasir:
·
Kekuatan mekanis produk
rendah.
·
Akurasi ukuran rendah.
·
Permukaan akhir produk
buruk.
·
Cacat tidak bisa
dihindari.
·
Memerlukan proses
lanjutan seperti permesinan.
2.
Jenis logam produk yang di pilih
Pengecoran
logam alumunium adalah logam berwarna putih keperakan yang lunak dan merupakan
logam yang paling banyak terdapat di kerak bumi, dan unsur ketiga terbanyak
setelah oksigen dan silikon. Aluminium terdapat di kerak bumi sebanyak
kira_kira 8,07% hingga 8,23% dari seluru massa padat pada kerak bumi, dengan
produksi tahunan dunia skitar 30 juta ton pertahun dalam bentuk bauksit dan
bebatuan lain (corrundum, gibbsite,bochmite,diaspore, dan lain-lain) (USGH).
Sulit menemukan aluminium murni di alam karena aluminium merupakan logam yang
cukup reaktif. Aluminium tahan terhadap korosi karena fenomena pasivasi
Pasivasi
adalah pembentukan lapisan pelindung akibat
raksi logam terhadap komponen udara sehingga lapisan tersebut melindungi
lapisan dalam logam tersebut melindungi lapisan dalam logam dari korosi. Selama
50 tahun terakhir, aluminium telah menjadi logam yang luas penggunaannya setela
baja. Perkembangan ini didasarkan pada sifat-sifatnya yang ringan,tahan
korosi,kekuatan dan ductilaty yang cukup baik (aluminium paduan), muda diproduksi
dan cukup ekonomis (aluminium daur ulang). Yang paling terkanal adalah
penggunaan aluminium sebagai bahan pembuat pesawat terbang, yang memanfaatkan
sifat ringan dan kuatnya.Aluminium murni adalah logam yang lunak,tahan lama,
ringan, dan dapat ditempa dengan penampilan luar bervariasi antara keperakan
abu-abu,tergantung kekerasan permukaanya.Kekuatan tensil aluminium murni adalah
90 Mpa, sedangkan aluminium paduan kekuatan tensil berkisar 200-600 Mpa.

3. Jenis cetakan yang
dipilih
Ø Cetakan
pasir sendiri diklafikasikan menjadi 3 jenis,yaitu
·
Cetakan pasir basah (green-sand molds)
·
Cetakan pasir kering (dry-sand molds)
·
Cetakan kulit kering (skin driend molds)
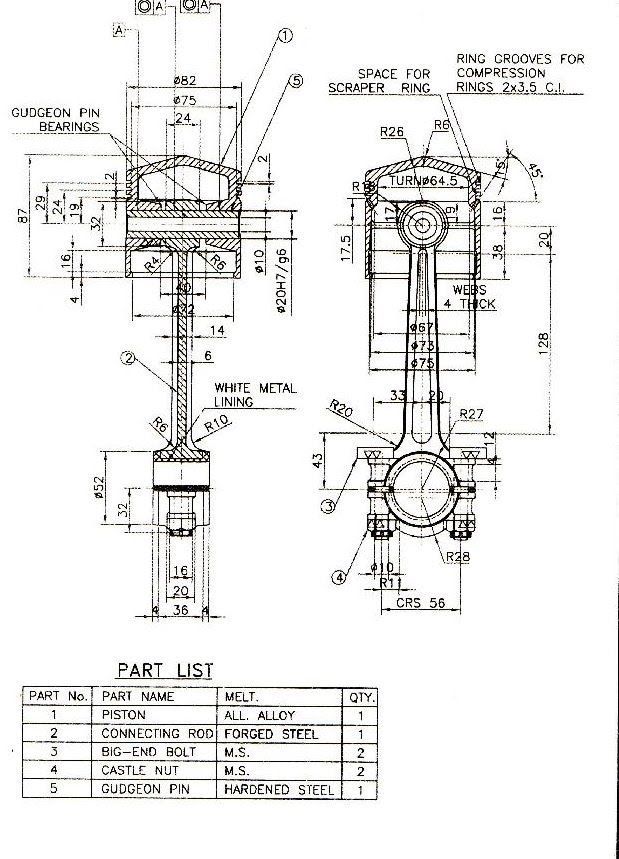
4.Buatlah gambar teknik
untuk geometri produksi
Ø A.
Gambar geometri 3D

Ø B.
Gambar 2D
5. Buatlah gambar teknik untuk pembuatan pola
cetakan coran

A. Pembuatan
pola
Pembuatan
pola merupakan bagian yang penting dalam proses pembuatan benda cor, karena itu
yang akan menentukan bentuk dan ukuran dari benda cor. Pola yang digunakan
untuk benda cor biasanya terbuat dari kayu, resin, lilin dan logam. Kayu dapat
dipakai untuk membuat pola karena bahan tersebut harganya murah dan mudah
dibuat dibandingkan pola logam. Oleh karena itu pola kayu umumnya dipakai untuk
cetakan pasir. Biasanya kayu yang dipakai adalah kayu seru, kayu aras, kayu
mahoni, kayu jati dan lain-lain (Surdi, 1982). Sementara itu pola bisa
dikatakan sebuah tiruan benda kerja yang akan diproduksi dengan teknik
pengecoran, dengan toleransi atau suaian ukuran sesuai perhitungan pengecoran.
Ukuran pola, biasanya lebih besar dari benda kerja dan hampir semua material
cair, volumenya akan menyusut saat membeku. pada tabel 2.9. menunjukan material
cetakan yang mengalami suaian penyusutan. Untuk mengantisipasi perubahan bentuk
saat pembekuan, karena terjadi tegangan dalam pada sudut-sudut atau
bentuk-bentuk khusus, misalnya U, V, dan lain-lain
Macam-macam pola pada
cetakan logam
·
Pola tunggal (Single
piece pattern)
·
Pola belahan (Split
pattern)
·
Pola pelat belahan
(Match plate pattern)
·
Pola cup dan drug (Cope
& drag pattern)
·
Pola bagian lepas
(Loose-piece pattern)
·
Pola sapuan (Sweep
pattern)
Bahan
pola Secara garis besar pola digolongkan menjadi dua yaitu tidak dapat habis
(non-expendable) contohnya Styroform, lilin (wax) dan resin sintetis
(polyurethane) dan yang dapat habis (expendable) contohnya kayu dan logam.
B.
Pembuatan inti
Menurut Surdi.T dan Shinkoru (1982)
mengatakan bahwa inti adalah suatu bentuk dari pasir yang dipasang pada rongga
cetakan, fungsi dari inti adalah untuk mencegah pengisian logam pada bagian
yang berbentuk lubang atau rongga suatu coran. Inti harus memiliki kekuatan
yang memadai dan juga mempunyai polaritas (Amstead, 1987). Disamping itu inti
harus mempunyai permukaan yang halus dan tahan panas. Inti yang mudah pecah
harus diperkuat dengan kawat, selain itu harus dicegah kemungkinan terapungnya
inti dalam logam cair. Pemasangan inti didalam rongga cetak kadang-kadang
memerlukan pendukung (support) agar posisinya tidak berubah yang tunjukan pada
gambar 2.12. Pendukung tersebut disebut chaplet, yang dibuat dari logam yang
memiliki titik lebur yang lebih tinggi dari pada titik lebur benda cor. Sebagai
contoh, chaplet baja digunakan pada penuangan besi tuang, setelah penuangan dan
pembekuan chaplet akan melekat ke dalam benda cor. bagian chaplet yang menonjol
ke luar dari benda cor selajutnya dipotong.
C. Pembuatan cetakan
Cetakan berfungsi untuk menampung logam cair
yang akan menghasilkan benda cor. Macam-macam cetakan salah satunya adalah cetakan
pasir Cetakan dibuat dengan jalan memadatkan pasir, pasir yang akan digunakan
adalah pasir alam atau pasir buatan yang mengandung tanah lempung. Pasir ini
biasanya dicampur pengikat khusus, seperti air, kaca, semen, resin ferol,
minyak pengering. Bahan tersebut akan memperkuat dan mempermudah operasi
pembuatan cetakan (Surdia, 1982). Pasir cetak harus mempunyai sifat-sifat yang
baik dalam proses penuangan meliputi
·
Distribusi besar butir
pasir.
·
Kadar air atau kadar
aditif dalam pasir cetak.
·
Hubungan antara
permeabilitas, kekuatan geser, dan kekuatan tekan terhadap kadar air serta
bahan aditif dalam pasir cetak.
·
Mampu bentuk
(flowability) dari pasir cetak.
·
Perbedaan karakteristik
antara pasir basah (green sand), pasir kering (dry sand), dan pasir kering
tanpa dengan pemanasan (holding sand).
D. Peleburan
Dalam proses peleburan bahan coran ada dua dapur
pemanas yang digunakan yaitu dengan menggunakan dapur kupola atau dengan
menggunakan dapur tanur induksi. Kedua jenis dapur tersebut yang sering
digunakan oleh industri adalah tanur induksi frekuensi rendah karena mempunyai
beberapa keuntungan (surdia, 1982). Keuntungan tersebut adalah mudah mengontrol
komposisi yang teratur, kehilangan 29 logam yang sedikit, kemungkinan
menggunakan logam yang bermutu rendah, efisiensi tenaga kerja, dapat
memperbaiki persyaratan kerja. Beberapa jenis dapur peleburan yang sering
digunakan dalam bengkel cor adalah:
§ Kupola
§ Dapur
pembakaran langsung (direct fuel-fired furnance),
§ Dapur
krusibel (crusibel furnance),
§ Dapur
busur listrik (electrical-arc furnance),
§ Dapur
induksi (induction furnance).
Pemilihan dapur tergantung pada beberapa
faktor, seperti paduan logam yang akan dicor, temperatur lebur dan temperatur
penuangan, kapasitas dapur yang dibutuhkan, biaya investasi, pengoperasian,
pemeliharaan, polusi terhadap lingkungan
E.
Penuangan
Penuangan adalah memindahkan logam cair
dari dapur pemanas ke dalam cetakan dengan bantuan alat yang disebut ladel yang
ditunjukan pada gambar 2.15 kemudian dituangkan ke dalam cetakan. Ladel
berbentuk kerucut dan biasanya terbuat dari plat baja yang terlapisi oleh batu
tahan api. Saat penuangan diusahakan sedekat mungkin dengan dapur sehingga
dapat menghindari logam coran yang membeku sebelum sampai ke cetakan yang
diinginkan.

Perencanaan
bahan baku yang dilebeur lengkap dengan berat masing – masing (skrap, murni, paduan @ gram atau @ kg)
Pada pembuatan
rumah piston ini untuk meleburkan besi cor kelabu yang didapat dari besi kasar,
sekrap besi cor serta sedikit sekrap baja digunakan dengan dapur kupola.
Pada
umumnya pada saat peleburan besi cor kelabu terdapat pengarasan komposisi logam
cair dari target komposisi yang direncanakan, prosentase C berubah karena hilangnya karbon, yang disebabkan oleh
oksidasi logam cair dalam cerobong dan pengarbonan yang disebabkan reaksi
antara logam cair dengan kokas, hal mana diperngaruhi sekali oleh keadan
operasi. Persentasi C terutama diatur oleh pendinginan besi kasar dan sekrap
baja, begitu juga dengan mangan dan silikon yang juga diperkirakan kokas
kehilangan masing-masing 15% Dan 20%. Prosentase S bertambah, itu karena adanya
pengambilan S dari kokas, peningkatan belerang yang diperkenankan biasanya
0,1%. Maka dari itu tambahan
harus
dimasukkan dalam
perhitungan, yaitu untuk mengimbangi kehilangan pada peleburan. Dibawah ini
terdapat contoh dari muatan campuran logam
|
- |
C (%) |
SI (%) |
Mn (%) |
|
Besi kasar |
4,0 |
2,0 |
0,5 |
|
Sekrap Baja |
0,2 |
0,2 |
0,4 |
|
Sekrap Cor |
3,4 |
2,0 |
0,7 |
Keterangan
: kehilangan pada peleburan dari Si, Mn di perkirakan masing – masing 15% dan
20%
Material
yang digunakan pada rumah pompa direncanakan pada material besi cor kelabu
dengan penanbahan bahan paduan pada proses peleburan yaitu Carbon ( C ), Silsium
(Si), Mangan ( Mn ), dan Phosphor ( P ) dengan komposisi sebagai berikut :
·
Carbon : 3,3 %
·
Silsium : 1,8 %
·
Mangan : 0,6 %
·
Sulfur : 2,0 %
·
Phospor : 0,2 %
·
Besi : Sisanya (%)








0 komentar:
Posting Komentar