Nama : Fernando Desfriandi Saragih
Jenis Pola
(Materi 5)
Pola dari berbagai jenis, masing-masing memenuhi persyaratan pengecoran tertentu.
1. Pola potongan tunggal
2. Pola belah atau dua bagian
3. Pola pelat korek api

Pola Sepotong Tunggal
Pola satu potong atau tunggal adalah yang paling murah dari semua jenis pola. Jenis pola ini hanya digunakan jika pekerjaannya sangat sederhana dan tidak menimbulkan masalah penarikan. Ini juga digunakan untuk aplikasi dalam produksi skala sangat kecil atau dalam pengembangan prototipe. Jenis pola ini diharapkan seluruhnya di drag dan salah satu permukaan diharapkan datar yang digunakan sebagai bidang perpisahan. Pada cetakan dibuat sistem gating dengan memotong pasir dengan bantuan alat pasir. Jika tidak ada permukaan datar seperti itu, pencetakan menjadi rumit. Pola one-piece khas ditunjukkan pada Gambar 6.

Gambar 6: Pola Satu Bagian Khas
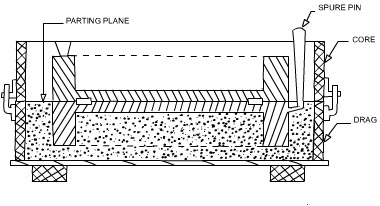
Pola Split atau Two Piece
Pola split atau two piece adalah jenis pola yang paling banyak digunakan untuk coran yang rumit. Itu terbelah di sepanjang permukaan perpisahan, yang posisinya ditentukan oleh bentuk casting. Satu setengah dari pola dicetak di drag dan setengah lainnya di cope. Kedua bagian dari pola harus disejajarkan dengan benar dengan menggunakan pin pasak, yang dipasang, ke bagian penutup dari pola. Pin pasak ini cocok dengan lubang yang dibuat secara presisi di separuh pola seret. Pola perpecahan khas dari roda besi cor Gambar 7 (a) ditunjukkan pada Gambar 7 (b).


- Proses Pencetakan Konvensional
- Proses Chemical Sand Moulding
- Proses Cetakan Permanen
- Proses Pengecoran Khusus

Material dan Properti Cetakan
(Materi 6)
Berbagai macam bahan cetakan digunakan di pengecoran untuk pembuatan cetakan dan inti. Mereka termasuk pasir cetakan, pasir sistem atau pasir pendukung, pasir menghadap, pasir perpisahan, dan pasir inti. Pilihan bahan cetakan didasarkan pada sifat pemrosesannya. Sifat-sifat yang umumnya dibutuhkan dalam bahan cetakan adalah:
- Refraktori
Merupakan kemampuan bahan cetakan untuk menahan suhu logam cair yang akan dituang sehingga tidak melebur dengan logam. Refraktori pasir silika paling tinggi.
- Permeabilitas
Selama penuangan dan pemadatan coran berikutnya, sejumlah besar gas dan uap dihasilkan. Gas-gas ini adalah gas yang telah diserap oleh logam selama peleburan, udara yang diserap dari atmosfer dan uap yang dihasilkan oleh cetakan dan pasir inti. Jika gas ini tidak dibiarkan keluar dari cetakan, mereka akan terperangkap di dalam cetakan dan menyebabkan cacat cetakan. Untuk mengatasi masalah ini bahan cetakan harus porous. Ventilasi yang tepat dari cetakan juga membantu keluarnya gas yang dihasilkan di dalam rongga cetakan.
- Kekuatan Hijau
Pasir cetakan yang mengandung uap air disebut sebagai pasir hijau. Partikel pasir hijau harus memiliki kemampuan untuk menempel satu sama lain untuk memberikan kekuatan yang cukup pada cetakan. Pasir hijau harus memiliki kekuatan yang cukup agar cetakan yang dibangun dapat mempertahankan bentuknya.
- Kekuatan Kering
Ketika logam cair dituangkan ke dalam cetakan, pasir di sekitar rongga cetakan dengan cepat diubah menjadi pasir kering karena uap air di pasir menguap karena panasnya logam cair. Pada tahap ini pasir cetakan harus memiliki kekuatan yang cukup untuk mempertahankan bentuk yang tepat dari rongga cetakan dan pada saat yang sama harus mampu menahan tekanan metalostatis dari bahan cair.
- Kekuatan Panas
Begitu kelembapan dihilangkan, pasir akan mencapai suhu tinggi saat logam dalam cetakan masih dalam keadaan cair. Kekuatan pasir yang dibutuhkan untuk menahan bentuk rongga disebut kekuatan panas.
- Kolapibilitas
Pasir cetakan juga harus memiliki kolapibilitas sehingga selama kontraksi pengecoran yang dipadatkan tidak memberikan perlawanan apa pun, yang dapat mengakibatkan retakan pada coran. Selain sifat-sifat khusus ini, bahan cetakan harus murah, dapat digunakan kembali dan harus memiliki konduktivitas termal yang baik. .
- Komposisi Pasir Molding
Bahan utama dari setiap pasir cetakan adalah:
• Pasir dasar,
• Binder, dan
• Kelembaban
• Base Sand
Pasir silika adalah pasir dasar yang paling umum digunakan. Pasir dasar lain yang juga digunakan untuk pembuatan kapang adalah pasir zirkon, pasir kromit, dan pasir olivin. Pasir silika paling murah di antara semua jenis pasir dasar dan mudah didapat.
- Bahan pengikat
Binder ada banyak jenisnya seperti:
1. pengikat tanah liat,
2. Pengikat organik dan
3. Pengikat anorganik
Pengikat tanah liat adalah bahan pengikat yang paling umum digunakan yang dicampur dengan pasir cetakan untuk memberikan kekuatan. Jenis tanah liat yang paling populer adalah:
Kaolinit atau lempung api (Al2O3 2 SiO2 2 H2O) dan Bentonit (Al2O3 4 SiO2 nH2O)
Dari dua bentonit tersebut dapat menyerap lebih banyak air yang meningkatkan daya rekatnya.
- Kelembaban
Tanah liat memperoleh tindakan ikatannya hanya dengan adanya jumlah kelembaban yang dibutuhkan. Ketika air ditambahkan ke tanah liat, itu menembus campuran dan membentuk mikrofilm, yang melapisi permukaan setiap serpihan tanah liat. Jumlah air yang digunakan harus dikontrol dengan baik. Hal ini karena sebagian air, yang melapisi permukaan serpihan tanah liat, membantu mengikat, sedangkan sisanya membantu meningkatkan plastisitas. Komposisi khas dari pasir cetakan diberikan dalam (Tabel 4).
Tabel 4: Komposisi Khas Pasir Cetakan
Molding Sand Constituent | Weight Percent |
Silica sand | 92 |
Clay (Sodium Bentonite) | 8 |
Water | 4 |

Investment Casting Process
(Materi 8)








0 komentar:
Posting Komentar