Klasifikasi Proses Pengecoran
Proses pengecoran dapat diklasifikasikan menjadi EMPAT kategori berikut:
- Proses Pencetakan Konvensional
a. Sebuah. Cetakan Pasir Hijau
b. Cetakan Pasir Kering
c. Flask less Moulding
- Proses Chemical Sand Moulding
a. Sebuah. Cetakan Shell
b. Cetakan Natrium Silikat
c. Cetakan Tanpa Panggang
a. Sebuah. Gravity Die casting
b. Die Casting Bertekanan Rendah dan Tinggi
a. Sebuah. Lilin yang Hilang
b. Cetakan Kerang Keramik
c. Pengecoran Pola Penguapan
d. Cetakan Tersegel Vakum
e. Pengecoran Sentrifugal
Cetakan Pasir Hijau
Pasir hijau adalah metode pencetakan paling beragam yang digunakan dalam operasi pengecoran logam. Prosesnya menggunakan cetakan yang terbuat dari pasir lembab yang dikompres atau dipadatkan. Istilah "hijau" menunjukkan adanya kelembaban di pasir cetakan. Bahan cetakan terdiri dari pasir silika yang dicampur dengan bahan pengikat yang sesuai (biasanya tanah liat) dan kelembaban.
Keuntungan
1. Kebanyakan logam dapat dituang dengan metode ini.
2. Pola biaya dan biaya material relatif rendah.
3. Tidak Ada Batasan sehubungan dengan ukuran pengecoran dan jenis logam atau paduan yang digunakan
Kekurangan
Permukaan akhir dari coran yang diperoleh dari proses ini tidak baik dan pemesinan sering kali diperlukan untuk mencapai produk jadi.
Prosedur Pembuatan Cetakan Pasir
Tata cara pembuatan cetakan roda besi tuang ditunjukkan pada (Gambar 8 (a), (b), (c)).
• Langkah pertama dalam membuat cetakan adalah dengan menempatkan pola pada papan cetakan.
• Tarikan ditempatkan di papan ((Gambar 8 (a)).
• Pasir menghadap kering ditaburkan di atas papan dan pola untuk memberikan lapisan yang tidak lengket.
• Pasir cetakan kemudian dibongkar untuk menutupi pola dengan jari; kemudian drag terisi penuh.
• Pasir kemudian dikemas dengan kuat di tarikan dengan menggunakan hand rammers. Serudukan harus tepat yaitu tidak boleh terlalu keras atau lunak.
• Setelah serudukan selesai, kelebihan pasir diratakan dengan batang lurus yang disebut sebagai strike rod.
• Dengan bantuan batang ventilasi, lubang ventilasi dibuat untuk menarik hingga kedalaman penuh labu serta pola untuk memfasilitasi pembuangan gas selama penuangan dan pemadatan.
• Labu tarik yang sudah jadi sekarang digulung ke papan bawah yang memperlihatkan polanya.
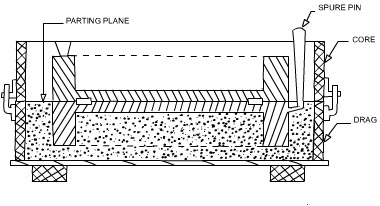
• Cope setengah dari pola tersebut kemudian ditempatkan di atas pola drag dengan bantuan menemukan pin. Cope flask pada drag terletak sejajar lagi dengan bantuan pin ((Gambar 8 (b)).
• Pasir perpisahan yang kering ditaburkan ke seluruh tarikan dan pada pola.
• Pin sariawan untuk membuat bagian sariawan terletak agak jauh dari pola. Juga, pin riser, jika diperlukan, ditempatkan di tempat yang sesuai.
• Pengoperasian pengisian, penumpukan dan ventilasi cope dilanjutkan dengan cara yang sama seperti yang dilakukan di drag.
• Pin sariawan dan riser dilepas terlebih dahulu dan baskom tuang disendok di bagian atas untuk menuangkan logam cair.
• Kemudian pola dari cope dan drag dihapus dan pasir menghadap dalam bentuk pasta diaplikasikan di seluruh rongga cetakan dan runner yang akan memberikan hasil akhir permukaan yang baik pada pengecoran.
• Cetakan sekarang sudah terpasang. Cetakan sekarang siap untuk dituang (lihat ((Gambar 8 (c))
Gambar 8 (a)
Gambar 8 (b)
Gambar 8 (c)
Gambar 8 (a, b, c): Prosedur Pembuatan Cetakan Pasir
6 Molding
Material and Properties
Material dan Properti Cetakan
Berbagai macam bahan cetakan digunakan di pengecoran untuk pembuatan cetakan dan inti. Mereka termasuk pasir cetakan, pasir sistem atau pasir pendukung, pasir menghadap, pasir perpisahan, dan pasir inti. Pilihan bahan cetakan didasarkan pada sifat pemrosesannya. Sifat-sifat yang umumnya dibutuhkan dalam bahan cetakan adalah:
Merupakan kemampuan bahan cetakan untuk menahan suhu logam cair yang akan dituang sehingga tidak melebur dengan logam. Refraktori pasir silika paling tinggi.
Selama penuangan dan pemadatan coran berikutnya, sejumlah besar gas dan uap dihasilkan. Gas-gas ini adalah gas yang telah diserap oleh logam selama peleburan, udara yang diserap dari atmosfer dan uap yang dihasilkan oleh cetakan dan pasir inti. Jika gas ini tidak dibiarkan keluar dari cetakan, mereka akan terperangkap di dalam cetakan dan menyebabkan cacat cetakan. Untuk mengatasi masalah ini bahan cetakan harus porous. Ventilasi yang tepat dari cetakan juga membantu keluarnya gas yang dihasilkan di dalam rongga cetakan.
Pasir cetakan yang mengandung uap air disebut sebagai pasir hijau. Partikel pasir hijau harus memiliki kemampuan untuk menempel satu sama lain untuk memberikan kekuatan yang cukup pada cetakan. Pasir hijau harus memiliki kekuatan yang cukup agar cetakan yang dibangun dapat mempertahankan bentuknya.
Ketika logam cair dituangkan ke dalam cetakan, pasir di sekitar rongga cetakan dengan cepat diubah menjadi pasir kering karena uap air di pasir menguap karena panasnya logam cair. Pada tahap ini pasir cetakan harus memiliki kekuatan yang cukup untuk mempertahankan bentuk yang tepat dari rongga cetakan dan pada saat yang sama harus mampu menahan tekanan metalostatis dari bahan cair.
Begitu kelembapan dihilangkan, pasir akan mencapai suhu tinggi saat logam dalam cetakan masih dalam keadaan cair. Kekuatan pasir yang dibutuhkan untuk menahan bentuk rongga disebut kekuatan panas.
Pasir cetakan juga harus memiliki kolapibilitas sehingga selama kontraksi pengecoran yang dipadatkan tidak memberikan perlawanan apa pun, yang dapat mengakibatkan retakan pada coran. Selain sifat-sifat khusus ini, bahan cetakan harus murah, dapat digunakan kembali dan harus memiliki konduktivitas termal yang baik. .
Bahan utama dari setiap pasir cetakan adalah:
• Pasir dasar,
• Binder, dan
• Kelembaban
Pasir silika adalah pasir dasar yang paling umum digunakan. Pasir dasar lain yang juga digunakan untuk pembuatan kapang adalah pasir zirkon, pasir kromit, dan pasir olivin. Pasir silika paling murah di antara semua jenis pasir dasar dan mudah didapat.
Binder ada banyak jenisnya seperti:
1. pengikat tanah liat,
2. Pengikat organik dan
3. Pengikat anorganik
Pengikat tanah liat adalah bahan pengikat yang paling umum digunakan yang dicampur dengan pasir cetakan untuk memberikan kekuatan. Jenis tanah liat yang paling populer adalah:
Kaolinit atau lempung api (Al2O3 2 SiO2 2 H2O) dan Bentonit (Al2O3 4 SiO2 nH2O)
Dari dua bentonit tersebut dapat menyerap lebih banyak air yang meningkatkan daya rekatnya.
Tanah liat memperoleh tindakan ikatannya hanya dengan adanya jumlah kelembaban yang dibutuhkan. Ketika air ditambahkan ke tanah liat, itu menembus campuran dan membentuk mikrofilm, yang melapisi permukaan setiap serpihan tanah liat. Jumlah air yang digunakan harus dikontrol dengan baik. Hal ini karena sebagian air, yang melapisi permukaan serpihan tanah liat, membantu mengikat, sedangkan sisanya membantu meningkatkan plastisitas. Komposisi khas dari pasir cetakan diberikan dalam (Tabel 4).
Tabel 4: Komposisi Khas Pasir Cetakan
|
Molding Sand Constituent
|
Weight Percent
|
|
Silica
sand
|
92
|
|
Clay
(Sodium Bentonite)
|
8
|
|
Water
|
4
|
Cetakan Pasir Kering
Bila diinginkan bahwa bahan pembentuk gas diturunkan dalam cetakan, cetakan yang dikeringkan dengan udara kadang lebih disukai daripada cetakan pasir hijau. Dua jenis pengeringan cetakan sering dibutuhkan.
1. Pengeringan kulit dan
2. Pengeringan cetakan lengkap.
Dalam pengeringan kulit, cetakan wajah yang kokoh diproduksi. Pengocokan cetakan hampir sama baiknya dengan cetakan pasir hijau. Metode yang paling umum untuk mengeringkan lapisan cetakan tahan api menggunakan api udara panas, gas atau minyak. Pengeringan kulit pada cetakan dapat dilakukan dengan bantuan obor, diarahkan ke permukaan cetakan.
Proses Pencetakan Shell
Ini adalah proses di mana, pasir yang dicampur dengan resin termoseting dibiarkan bersentuhan dengan pelat pola yang dipanaskan (200 oC), ini menyebabkan kulit (cangkang) sekitar 3,5 mm campuran pasir / plastik menempel pada pola .. Kemudian cangkang dihapus dari pola. Cope dan drag shell disimpan dalam labu dengan bahan cadangan yang diperlukan dan logam cair dituangkan ke dalam cetakan.
Proses ini dapat menghasilkan bagian-bagian yang kompleks dengan hasil akhir permukaan yang baik 1,25 µm sampai 3,75 µm, dan toleransi dimensi 0,5%. Permukaan akhir yang bagus dan toleransi ukuran yang baik mengurangi kebutuhan akan pemesinan. Proses secara keseluruhan cukup hemat biaya karena berkurangnya biaya pemesinan dan pembersihan. Bahan yang dapat digunakan dengan proses ini adalah besi tuang, serta paduan aluminium dan tembaga.

Pasir Molding dalam Proses Pencetakan Kerang
Pasir cetakan adalah campuran pasir kuarsa berbutir halus dan bakelite bubuk. Ada dua metode pelapisan butiran pasir dengan bakelite. Metode pertama adalah metode pelapisan dingin dan metode lainnya adalah metode pelapisan panas.
Pada metode cold coating, pasir kuarsa dituang ke dalam mixer kemudian ditambahkan larutan bakelite bubuk dalam aseton dan etil aldehida. Campuran khasnya adalah 92% pasir kuarsa, 5% bakelite, 3% etil aldehida. Selama pencampuran bahan, resin menyelimuti butiran pasir dan pelarut menguap, meninggalkan lapisan tipis yang melapisi permukaan butiran pasir secara seragam, dengan demikian memberikan fluiditas pada campuran pasir.
Dalam metode pelapisan panas, campuran dipanaskan hingga 150-180 o C sebelum pasir dimasukkan. Dalam proses pencampuran pasir, resin fenol formaldehida ditambahkan. Alat pencampur dibiarkan mendingin hingga 80 - 90 o C. Metode ini memberikan sifat campuran yang lebih baik daripada metode dingin.
Proses Pencetakan Sodium Silikat
Dalam proses ini, bahan tahan api dilapisi dengan pengikat berbasis natrium silikat. Untuk cetakan, campuran pasir dapat dipadatkan secara manual, diguncang atau diperas mengelilingi pola dalam labu tersebut. Setelah pemadatan, gas CO 2 dilewatkan melalui inti atau cetakan. CO 2 secara kimiawi bereaksi dengan natrium silikat untuk menyembuhkan, atau mengeras, pengikat. Pengikat yang diawetkan ini kemudian menahan refraktori di sekitar pola. Setelah proses pengeringan, pola ditarik dari cetakan.
Proses natrium silikat adalah salah satu proses kimia yang paling dapat diterima secara lingkungan. Kerugian utama dari proses ini adalah bahwa bahan pengikat sangat higroskopis dan mudah menyerap air, yang menyebabkan porositas pada pengecoran. Selain itu, karena bahan pengikat menciptakan dinding cetakan yang keras dan kaku, goyangan dan karakteristik kolapibilitas dapat memperlambat produksi. Beberapa keuntungan dari proses tersebut adalah:
• Inti dan cetakan yang keras dan kaku merupakan ciri khas dari proses tersebut, yang memberikan toleransi dimensi yang baik kepada pengecoran;
• permukaan akhir pengecoran yang baik sudah tersedia;
Proses Cetakan Permanen
Pada semua proses di atas, cetakan perlu disiapkan untuk setiap pengecoran yang dihasilkan. Untuk produksi skala besar, membuat cetakan, untuk setiap pengecoran yang akan diproduksi, mungkin sulit dan mahal. Oleh karena itu, cetakan permanen, yang disebut cetakan dapat dibuat dari mana sejumlah besar coran dapat diproduksi. , cetakan biasanya terbuat dari besi cor atau baja, meskipun grafit, tembaga dan aluminium telah digunakan sebagai bahan cetakan. Proses di mana kami menggunakan cetakan untuk membuat coran disebut pengecoran cetakan permanen atau die casting gravitasi, karena logam memasuki cetakan di bawah gravitasi. Suatu saat di die casting kami menyuntikkan logam cair dengan tekanan tinggi. Ketika kita memberikan tekanan dalam menginjeksikan logam itu disebut proses die casting bertekanan.
Keuntungan
• Cetakan Permanen menghasilkan pengecoran padat suara dengan sifat mekanik yang unggul.
• Coran yang dihasilkan memiliki bentuk yang cukup seragam memiliki tingkat akurasi dimensi yang lebih tinggi dibandingkan dengan coran yang diproduksi di pasir
• Proses cetakan permanen juga mampu menghasilkan kualitas hasil akhir yang konsisten pada coran
Kekurangan
• Biaya perkakas biasanya lebih tinggi daripada biaya pengecoran pasir
• Proses ini umumnya terbatas pada produksi coran kecil dengan desain eksterior sederhana, meskipun coran kompleks seperti blok mesin aluminium dan kepala sekarang sudah biasa.
Pengecoran Sentrifugal
Dalam proses ini, cetakan diputar dengan cepat di sekitar poros tengahnya saat logam dituangkan ke dalamnya. Karena gaya sentrifugal, tekanan terus menerus akan bekerja pada logam saat mengeras. Terak, oksida dan inklusi lainnya menjadi lebih ringan, dipisahkan dari logam dan dipisahkan ke tengah. Proses ini biasanya digunakan untuk pembuatan pipa hollow, tube, hollow semak, dll yang bersifat axisymmetric dengan lubang konsentris. Karena logam selalu didorong ke luar karena gaya sentrifugal, tidak ada inti yang perlu digunakan untuk membuat lubang konsentris. Cetakan dapat diputar tentang sumbu vertikal, horizontal atau miring atau tentang sumbu horizontal dan vertikal secara bersamaan. Panjang dan diameter luar ditentukan oleh dimensi rongga cetakan sedangkan diameter bagian dalam ditentukan oleh jumlah logam cair yang dituangkan ke dalam cetakan Gambar 9 (Pengecoran Sentrifugal Vertikal), Gambar 10 (Pengecoran Sentrifugal Horizontal)
Gambar 9: (Pengecoran Sentrifugal Vertikal)
Gambar 10: (Pengecoran Sentrifugal Horizontal)
Keuntungan
• Pembentukan interior berongga dalam silinder tanpa inti
• Lebih sedikit bahan yang dibutuhkan untuk gerbang
• Struktur berbutir halus pada permukaan luar pengecoran bebas gas dan penyusutan rongga dan porositas
Kekurangan
• Lebih banyak pemisahan komponen paduan selama penuangan di bawah gaya rotasi
• Kontaminasi permukaan internal coran dengan inklusi non-logam
• Diameter internal tidak akurat
8 Investment
Casting Process
Proses Pengecoran Investasi
Akar dari proses pengecoran investasi, metode cire perdue atau "lilin yang hilang" berasal dari setidaknya milenium keempat SM. Para seniman dan pematung Mesir kuno dan Mesopotamia menggunakan dasar-dasar proses pengecoran investasi untuk membuat perhiasan, dada, dan berhala dengan detail yang rumit. Proses investasi pengecoran juga disebut proses lilin yang hilang dimulai dengan produksi replika lilin atau pola bentuk coran yang diinginkan. Sebuah pola diperlukan untuk setiap pengecoran yang akan diproduksi. Polanya dibuat dengan menyuntikkan lilin atau polistiren ke dalam cetakan logam. Sejumlah pola dilampirkan ke sariawan lilin pusat untuk membentuk rakitan. Cetakan dibuat dengan mengelilingi pola dengan bubur tahan api yang dapat diatur pada suhu kamar. Cetakan kemudian dipanaskan sehingga polanya meleleh dan mengalir keluar, meninggalkan rongga yang bersih. Cetakan dikeraskan lebih lanjut dengan pemanasan dan logam cair dituangkan selagi masih panas. Saat pengecoran dipadatkan, cetakan rusak dan cetakan dikeluarkan.
Langkah-langkah dasar dari proses pengecoran investasi adalah (Gambar 11):
1. Produksi pola lilin, plastik, atau polistiren sekali pakai panas
2. Pemasangan pola-pola ini ke dalam sistem gerbang
3. "Berinvestasi", atau menutupi perakitan pola dengan bubur tahan api
4. Melelehkan rakitan pola untuk menghilangkan bahan pola
5. Menembak cetakan untuk menghilangkan jejak terakhir dari bahan pola
6. Menuangkan
7. Knockout, cutoff dan finishing.
Gambar 11: Langkah Dasar Proses Pengecoran Investasi
Keuntungan
• Pembentukan interior berongga dalam silinder tanpa inti
• Lebih sedikit bahan yang dibutuhkan untuk gerbang
• Struktur berbutir halus pada permukaan luar pengecoran bebas gas dan penyusutan rongga dan porositas
Kekurangan
• Lebih banyak pemisahan komponen paduan selama penuangan di bawah gaya rotasi
• Kontaminasi permukaan internal coran dengan inklusi non-logam
• Diameter internal tidak akurat
Proses Pengecoran Investasi Cangkang Keramik
Perbedaan mendasar dalam pengecoran investasi adalah bahwa dalam pengecoran investasi pola lilin direndam dalam agregat tahan api sebelum dewaxing sedangkan, dalam investasi cangkang keramik, cangkang keramik dibangun di sekitar rakitan pohon dengan berulang kali mencelupkan pola ke dalam bubur (bahan tahan api seperti zirkon dengan pengikat). Setelah setiap pencelupan dan pelapisan selesai, rakitan dibiarkan mengering seluruhnya sebelum lapisan berikutnya diterapkan. Jadi, shell dibangun di sekitar rakitan. Ketebalan cangkang ini tergantung pada ukuran coran dan suhu logam yang akan dituang.
Setelah cangkang keramik selesai dibuat, seluruh rakitan ditempatkan ke dalam autoclave atau tungku api kilat pada suhu tinggi. Cangkang dipanaskan hingga sekitar 982 o C untuk membakar sisa lilin dan untuk mengembangkan ikatan suhu tinggi di cangkang. Cetakan cangkang kemudian dapat disimpan untuk digunakan di masa mendatang atau logam cair dapat segera dituangkan ke dalamnya. Jika cetakan cangkang disimpan, cetakan tersebut harus dipanaskan terlebih dahulu sebelum logam cair dituangkan ke dalamnya.
Keuntungan
• permukaan akhir yang sangat baik
• toleransi dimensi yang ketat
• pemesinan dapat dikurangi atau dihilangkan sama sekali














0 komentar:
Posting Komentar